
This fiber laser welding guide explains how to choose the correct copper nozzle, welding wire, and shielding gas to ensure stable weld quality and clean appearance in industrial applications.
1. Copper Nozzle Selection For Fiber Laser Welding Guide: Geometry and Wire Integration
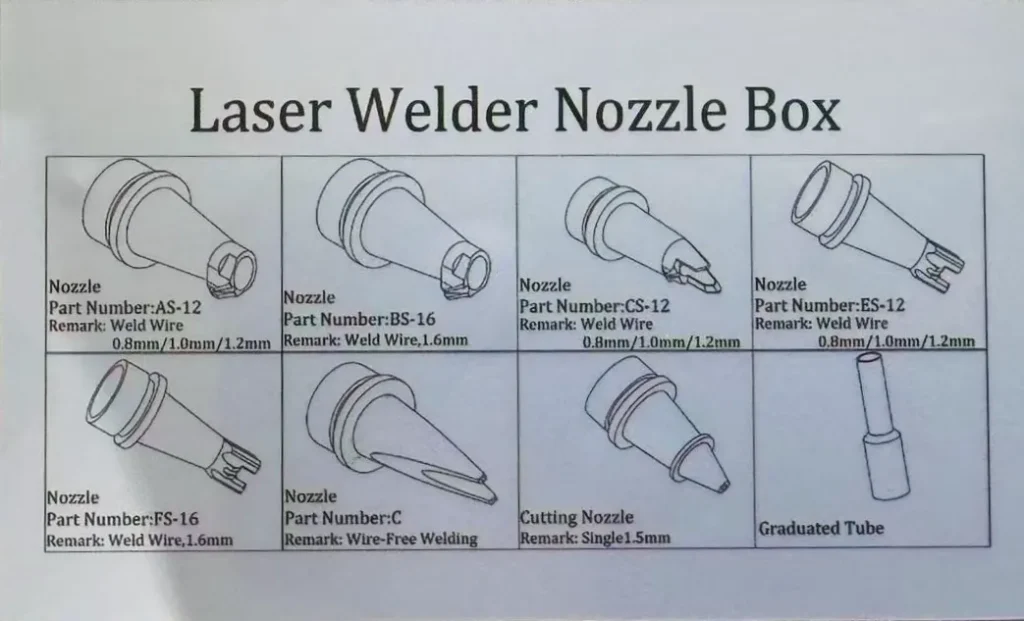
Copper nozzles are not “one size fits all.” Selection depends on three variables: wire feeding requirements, wire gauge, and the approach angle. For automated or handheld fiber welding, the nozzle must facilitate both gas laminar flow and precise wire placement.
-
Pro Tip: If you are performing an internal-angle weld with a 1.0mm wire, the AS-12 nozzle is the industry standard. It offers the specific clearance needed to guide the wire into the keyhole without compromising the gas shield or causing premature tip wear.
2. Selecting the Optimal Welding Wire for Material Compatibility
To prevent weld porosity and cracking, the filler wire must be chemically compatible with the base metal. In the North American market, gas-shielded solid core wires are the benchmark:
-
Stainless Steel: Use ER304 or ER316L for superior corrosion resistance and bead wetting.
-
Carbon & Galvanized Steel: Standard carbon steel wire is sufficient; however, for galvanized parts, ensure the coating is managed to avoid spatter.
-
Aluminum Alloys: We recommend the 5xxx-series (e.g., ER5356). Compared to the 4xxx-series, 5xxx-series wire provides higher feed-path rigidity, significantly reducing “bird-nesting” or sticking within the feeder.
3. Shielding Gas: Maximizing Bead Aesthetics
The shielding gas does more than prevent oxidation; it stabilizes the plasma plume.
-
Nitrogen vs. Argon: While Argon is versatile, Nitrogen is the preferred choice for stainless steel laser welding. It enhances the “silvery-bright” finish and improves overall arc stability. Avoid CO2 or mixed reactive gases, as they can lead to excessive oxidation in fiber laser applications.
-
The “Rule of Thumb” for Pressure:
-
Flow Rate: Minimum 15 L/min.
-
Inlet Pressure: No less than 0.3 MPa (approx. 43.5 PSI).
-
4. Defining the Focus Position (Defocusing)
For the vast majority of standard industrial applications, Zero Defocus is the optimal setting.
By positioning the laser focal point exactly at the workpiece surface ($z=0$), you achieve the highest power density. This results in a stable keyhole effect, deeper penetration, and a narrower Heat-Affected Zone (HAZ). If you are working with extremely thin foils or specific cladding tasks, slight positive or negative defocusing may be required, but $z=0$ remains the baseline for most structural welds.
Contact Lasvio today for a professional consultation or a custom quote on laser consumables!
Linkedin: linkedin.com/in/lasvio-laser-parts-181b251b7